The Ultimate Guide To Die Castings
Wiki Article
Top Guidelines Of Manufacturing Industries
Table of Contents8 Simple Techniques For Hon Hai PrecisionAdditive Manufacturing - An Overview7 Simple Techniques For Manufacturing IndustriesManufacturing - Questions
With shot moulding, pre-dried granular plastic is fed by a forced ram from a receptacle right into a heated barrel. As the granules are slowly progressed by a screw-type bettor, the plastic is compelled right into a warmed chamber, where it is melted. As the plunger advancements, the melted plastic is compelled via a nozzle that relaxes against the mould, allowing it to enter the mould cavity via a gateway and also runner system.The sequence of occasions during the shot mould of a plastic component is called the injection moulding cycle. The cycle begins when the mould shuts, complied with by the injection of the polymer into the mould dental caries. When the cavity is loaded, a holding pressure is maintained to make up for material contraction.
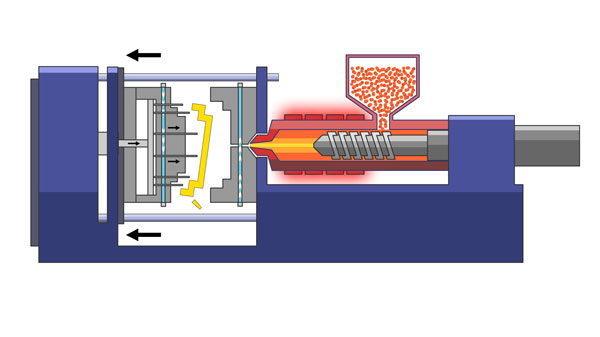
Once the tooth cavity is 98% complete, the maker switches from velocity control to pressure control, where the dental caries is "loaded out" at a consistent pressure, where adequate rate to get to desired pressures is required. This lets workers manage part dimensions to within thousandths of an inch or much better. Various kinds of shot moulding procedures [modify] Although most injection moulding processes are covered by the conventional process description above, there are a number of essential moulding variations consisting of, but not limited to: A more extensive listing of injection moulding processes might be located below: Process repairing [ edit] Like all industrial processes, shot molding can generate problematic components, even in toys.
Hon Hai Precision - The Facts
Tests are typically executed prior to full manufacturing runs in an initiative to forecast problems and identify the appropriate requirements to use in the injection process.: 180 When filling a new or strange mould for the very first time, where shot dimension for that mould is unidentified, a technician/tool setter might carry out a dry run before a complete production run.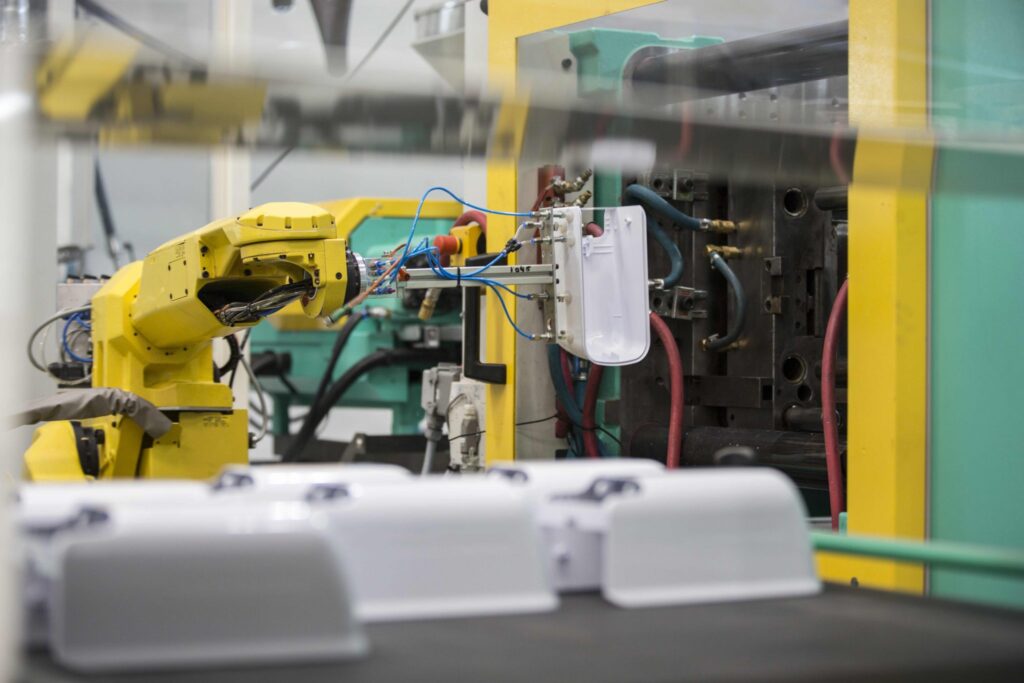
Holding stress is boosted until the components are complimentary of sinks and also part weight has actually been achieved. Molding flaws [edit] Shot moulding is a complex technology with feasible manufacturing problems. They can be created either by flaws in the moulds, or more frequently by the moulding process itself.: 4785 Moulding flaws Alternate name Summaries Creates Blister Blistering Increased or split zone on surface of the part Device or product is as well warm, typically created by an absence of cooling around plastic factory the tool or a defective heater.

All About Lean Manufacturing
Embedded particulates Foreign bit (charred product or other) embedded in the component Particles on the tool surface area, contaminated product or foreign particles in the barrel, or excessive shear warm melting the material before shot. Flow lines Directionally "off tone" wavy lines or patterns Injection rates too sluggish (the plastic has actually cooled way too much throughout injection, injection rates should be set as quick as is ideal for the process as well as product made use of).Filling as well quickly, not allowing the edges of the part to establish. Mould may be out of registration (when the 2 halves do not centre effectively and part walls are not the exact same density). The provided details is the typical understanding, Adjustment: The Lack of pack (not holding) pressure (pack pressure is used to pack out although is the part throughout the holding time).
To put it simply, as the component shrinks the resin separated from itself as there was not sufficient material in the dental caries. Deep space can occur at any kind of area or the component is not restricted by the thickness yet by the resin circulation as well as thermal conductivity, however it is more most likely to happen at thicker areas like ribs or managers.
Knit line/ Blend line/ Transfer line Discoloured line die casting where two flow fronts satisfy Mould or worldly temperature levels established also low (the material is cool when they satisfy, so they do not bond). Time for change between shot and also transfer (to packing and also holding) is also early. Twisting Altered part Air conditioning is as well short, material is too warm, lack of cooling around the tool, inaccurate water temperatures (the parts bow inwards in the direction of the hot side of the device) Uneven shrinking between areas of the part.
What Does Manufacturing Industries Do?
125 inch wall density is +/- 0. The power required for this process of shot moulding depends on many things as well as differs in between products used. Below is a table from page 243 of the same recommendation as previously discussed that ideal shows the qualities relevant to the power required for the most generally made use of materials.In addition to installing inspection systems on automated tools, multiple-axis robotics can remove parts from the mould and position them for further procedures. Specific circumstances consist of removing of parts from the mould promptly after the components are produced, in addition to applying machine vision systems. A robotic grasps the component after the ejector pins have been prolonged to free the part from the mould.
Why is shot molding machine production so reliable? What is Shot Molding?
The shot molding machine uses tailor-made mold and mildews to fill them out according to specifications, developing identical duplicates that can be personalized in a selection of methods. What's more, injection molding is a really flexible process, enabling a broad array of different products and surfaces, that makes it a prominent option in many industries with totally various goals as well as needs - oem.
Report this wiki page